News
Efficient Carbon Steel Laser Cutting Solutions: Mastering Precision and Heat Control
1. Introduction to the Dominance of Carbon Steel Laser Cutting
In the heart of the global metal fabrication industry, carbon steel laser cutting stands as the most vital process for transforming raw plate into precision components. From the massive structural beams used in high-rise construction to the intricate gears found in automotive transmissions, the versatility of carbon steel laser cutting is unparalleled. As we navigate the technological shifts of 2026, the demand for higher efficiency and lower cost-per-part has pushed the boundaries of carbon steel laser cutting to new heights. Understanding the synergy between laser power, gas dynamics, and material science is no longer optional; it is the prerequisite for success in any operation focused on carbon steel laser cutting.
2. The Fundamental Physics of Oxygen-Assisted Carbon Steel Laser Cutting
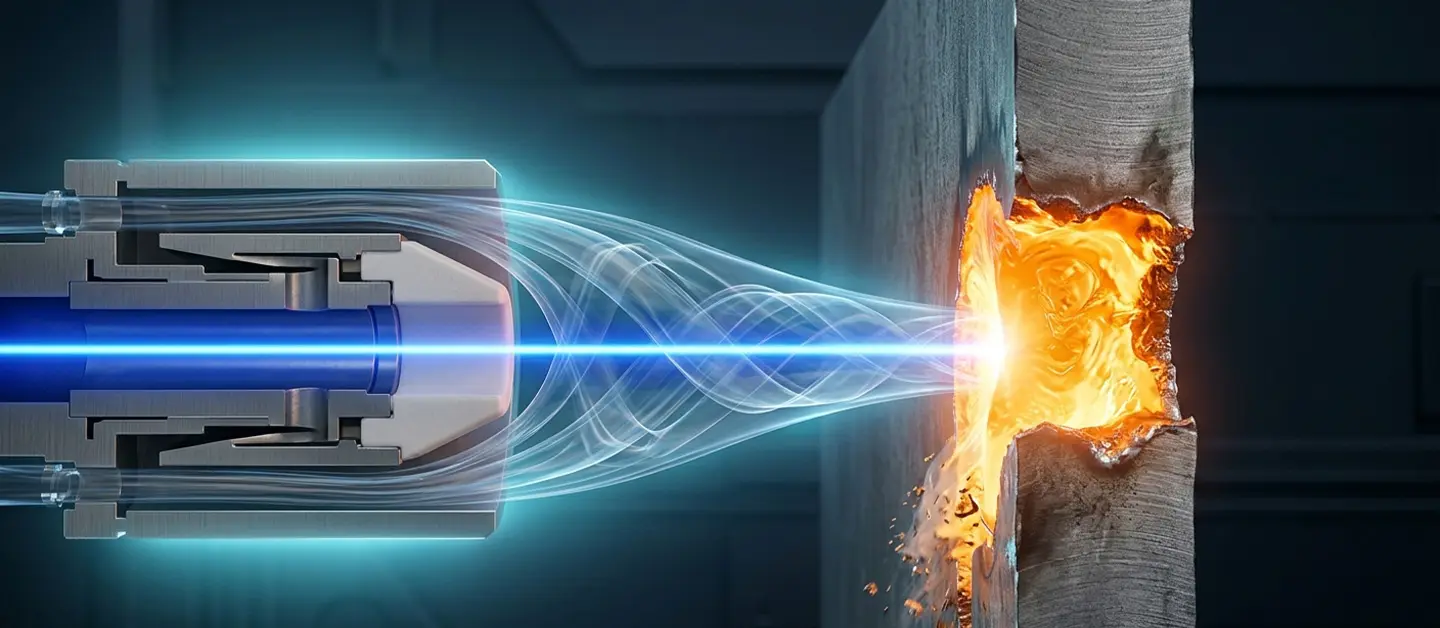
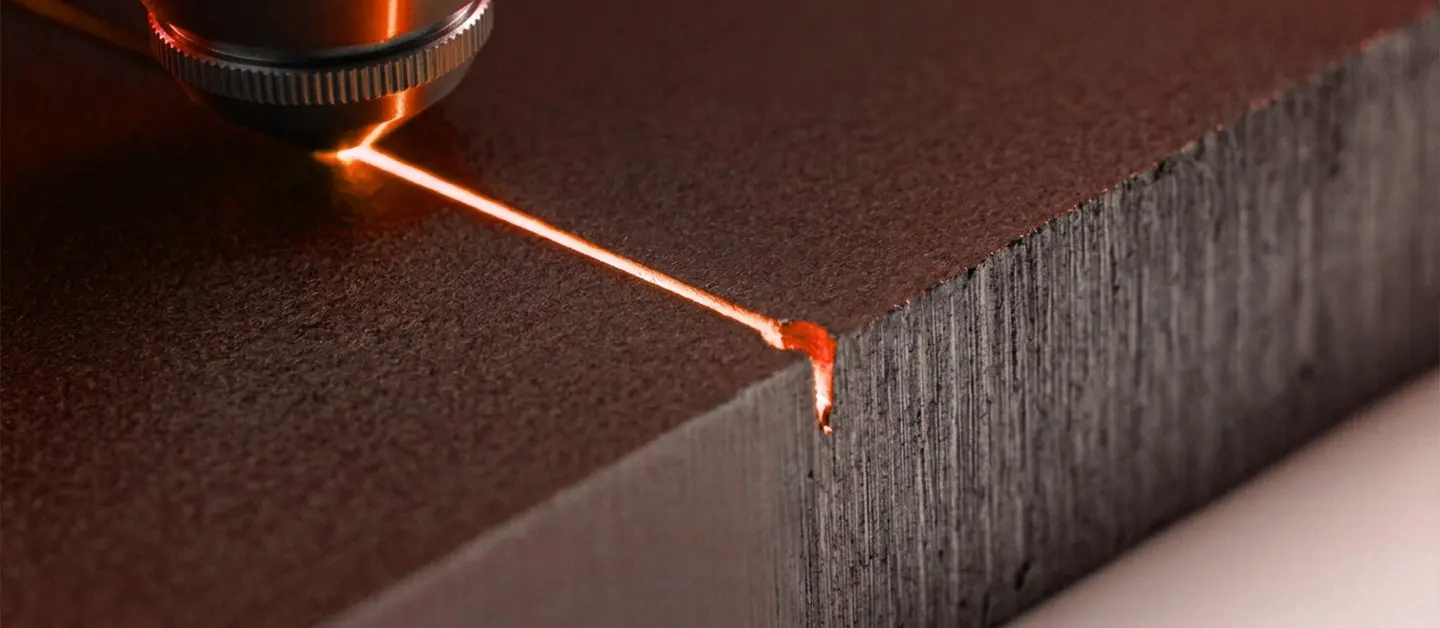
The defining characteristic of carbon steel laser cutting is its reliance on an active assistant gas—oxygen (O2). Unlike the inert cutting methods used for other metals, carbon steel laser cutting creates a localized chemical reaction. When the laser beam strikes the surface during carbon steel laser cutting, the iron in the steel reacts with the oxygen to create an exothermic reaction.
This reaction provides significant additional thermal energy to the carbon steel laser cutting zone. This is why a 1kW laser can perform carbon steel laser cutting on plates far thicker than it could on stainless steel. However, the mastery of carbon steel laser cutting lies in controlling this reaction. If the exothermic energy becomes too intense, the carbon steel laser cutting path suffers from “burning,” where the edges lose their verticality and the kerf becomes irregular. Professional carbon steel laser cutting requires a delicate balance between the laser’s photon energy and the oxygen’s chemical energy.
3. High-Power Performance: A Comparative Data Analysis
To understand the scalability of your investment, it is essential to look at how different power levels affect the throughput of carbon steel laser cutting. The following table provides a structural benchmark for modern carbon steel laser cutting operations in 2026:
Table 1: Performance Benchmarks for Carbon Steel Laser Cutting (2026 Standards)
Laser Power (kW) | Optimal Thickness (mm) | Cutting Speed (m/min) | Assistant Gas | Edge Quality in Carbon Steel Laser Cutting |
1kW | 1mm – 3mm | 4.0 – 10.0 | O2 / Air | Surgical Precision / Bright |
3kW | 4mm – 10mm | 1.8 – 4.2 | O2 | High-Speed Smoothness |
6kW | 12mm – 20mm | 1.1 – 2.5 | O2 | Industrial Standard / Vertical |
12kW | 22mm – 30mm | 0.9 – 1.6 | O2 | Thick Plate Excellence |
20kW+ | 32mm – 50mm | 0.6 – 1.2 | O2 | Extreme Capability / Dross-free |
As demonstrated, the efficiency of carbon steel laser cutting scales exponentially with power. In the 20kW+ range, carbon steel laser cutting is no longer just a fabrication tool; it is a direct competitor to plasma and waterjet cutting in the heavy industry sector.
4. Mastering the Heat-Affected Zone (HAZ)
A recurring challenge in carbon steel laser cutting is the management of the Heat-Affected Zone (HAZ). Because carbon steel laser cutting is a thermal process, the area adjacent to the cut undergoes a microstructural change. In high-carbon variants, carbon steel laser cutting can cause localized hardening, which may lead to cracking during subsequent bending or welding processes.
To minimize the HAZ during carbon steel laser cutting, fabricators must optimize the “Pulse Frequency.” By using high-frequency pulses instead of a continuous wave, the carbon steel laser cutting process allows the material to cool for microseconds between bursts of energy. This refined approach to carbon steel laser cutting ensures that the mechanical properties of the steel remain intact, a critical factor for structural certifications in carbon steel laser cutting projects.
5. Advanced Piercing Strategies for Heavy Plate
Before the actual carbon steel laser cutting begins, the laser must pierce the plate. In thick-plate carbon steel laser cutting, a simple blast pierce is often disastrous, resulting in “volcano-like” slag that ruins the carbon steel laser cutting nozzle.
The 2026 standard for carbon steel laser cutting involves “Three-Stage Intelligence Piercing.”
- Stage 1: Low-power, high-frequency pulses to create a pilot hole.
- Stage 2: Medium power to expand the hole without overheating the surrounding carbon steel laser cutting
- Stage 3: Full power transition into the carbon steel laser cutting
This multi-stage logic in carbon steel laser cutting drastically reduces the piercing time and protects the high-value optics in the carbon steel laser cutting head.
6. Gas Dynamics: Oxygen vs. Air in Carbon Steel Laser Cutting
While oxygen is the traditional choice, 2026 has seen a surge in “High-Pressure Air Cutting” for carbon steel laser cutting. The table below compares these two secondary gas strategies:
Table 2: Gas Strategy Comparison in Carbon Steel Laser Cutting
Comparison Factor | Oxygen (O2) Carbon Steel Laser Cutting | High-Pressure Air Carbon Steel Laser Cutting |
Primary Mechanism | Exothermic Chemical Reaction | Mechanical Kinetic Removal |
Edge Finish | Smooth / Black Oxide Layer | Rougher / Silver Finish |
Cutting Speed | Faster on Thick Plates (>10mm) | Faster on Thin Plates (<4mm) |
Operational Cost | Gas cylinder/tank costs | Low (Compressor power only) |
Best Application | Heavy Structural Carbon Steel Laser Cutting | High-Volume Sheet Carbon Steel Laser Cutting |
By switching to air for thin-gauge carbon steel laser cutting, shops can reduce their TCO (Total Cost of Ownership) by up to 30%, provided the machine has the necessary power to overcome the lack of an exothermic boost in the carbon steel laser cutting process.
7. AI-Integration: The Future of Carbon Steel Laser Cutting
The most significant leap in carbon steel laser cutting technology is the integration of AI-driven closed-loop control. Sensors inside the carbon steel laser cutting head now monitor the “Melt Pool” in real-time. If the AI detects that the carbon steel laser cutting path is about to fail due to a rust spot or a lamination in the steel, it micro-adjusts the power and speed in milliseconds. This “Autonomous Carbon Steel Laser Cutting” significantly reduces waste and allows for unmanned “lights-out” manufacturing in the carbon steel laser cutting sector.

8. Conclusion: Building a Competitive Advantage
Success in carbon steel laser cutting is a game of precision and parameters. By leveraging high-power resonators, intelligent piercing, and data-driven gas strategies, your carbon steel laser cutting operation can achieve unparalleled quality. As the global market for carbon steel laser cutting becomes more demanding, those who invest in mastering the science of carbon steel laser cutting will lead the industry into the next decade of smart manufacturing.

Top Stories
Product Categories
- Metal Laser Cutter
- Laser Welder Machine
- Laser Cleaner Machine
- Laser Marker Machine
- Press Brake Machine
Get Easy Solution